无需除漆打磨!ACFM技术如何革新工业无损检测?
在追求高效与精准的工业检测领域,一项被称为ACFM的技术正悄然改变着传统作业模式,为众多行业带来前所未有的便捷与可靠。
传统的工业检测中,除漆和打磨往往是不可或缺的前处理步骤,这一过程不仅耗时耗力,还会对设备造成一定的损伤。有没有一种技术能够在不除漆、不打磨的情况下,精准检测出金属表面的缺陷呢?
这就是我们今天要介绍的交流电磁场检测技术——ACFM技术,一项正在蓬勃发展的工业无损检测新技术。
01什么是ACFM技术?
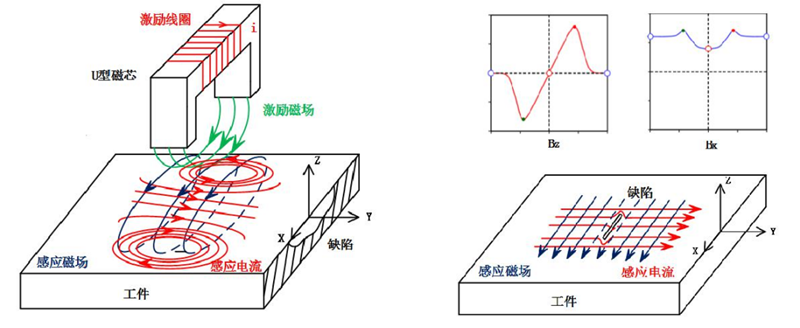
ACFM技术基于电磁感应原理,其核心思想是在被测导体表面施加均匀的交流电流(通常频率在1-10kHz),电流在遇到缺陷(如裂纹)时会发生畸变,从而在缺陷周围产生可测量的磁场扰动,如图1所示。正常裂纹信号如图2所示。
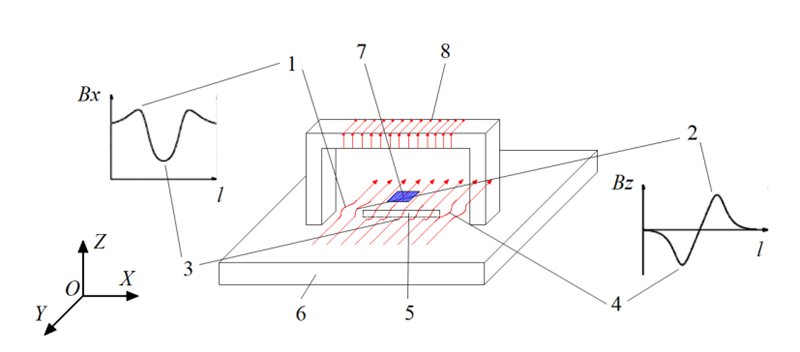
1-电流在裂纹两端聚集时,Bx出现凸起;2-电流在裂纹尖端顺时针旋转时,Bz出现波峰;3-电流从裂纹底部终过时,Bx出现波谷;4-电流在裂纹尖端逆时针旋转时,Bz出现波谷;5-缺陷;6-待检工件;7-传感器;8-激励线圈。
图1 ACFM检测原理示意图
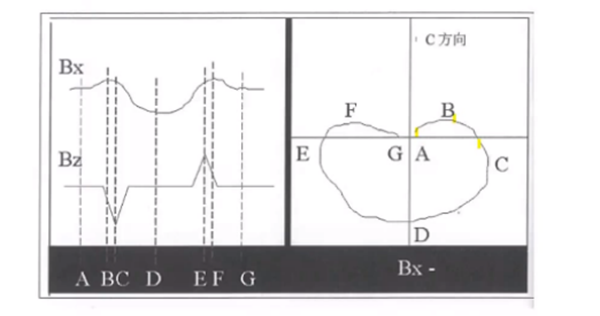
图2 ACFM正常裂纹信号
02 ACFM的技术优势
ACFM技术之所以能在工业检测领域快速推广,主要得益于其以下几方面的突出优势:
(1)无需表面处理:这是ACFM技术最引人注目的特点。它能够穿透数毫米厚的非导电涂层进行检测,省去了繁琐的除漆、打磨工序,极大缩短了检测时间,降低了检测成本。以储罐检测为例,传统方法需要先搭建脚手架,再对检测区域进行彻底打磨,仅准备工作就需数天时间。而使用ACFM技术,检测人员可以直接在涂层上进行检测,检测效率提高3倍以上。
(2)精确量化缺陷:与传统检测方法仅能提供定性结果不同,ACFM技术能够精确测量缺陷的长度和深度,为结构完整性评估提供可靠的数据支持。实际应用表明,ACFM技术对表面裂纹的长度测量误差可控制在±1mm,深度测量误差不超过20%。
(3)广泛的材料适应性:ACFM技术对铁磁性和非铁磁性材料均适用,无论是普通的碳钢、不锈钢,还是各种合金材料,都能获得良好的检测效果。这种广泛的材料适应性使ACFM技术能够满足不同行业的多样化需求。
(4)检测结果客观可靠:ACFM技术通过仪器设备记录和保存检测数据,排除了人为因素对检测结果的干扰。所有的检测数据都可以存储、回放和追溯,为设备的状态监测和寿命预测提供了有力支持。
03 ACFM信号分析
(1)材料对ACFM信号的影响
ACFM检测系统可以检测所有导电材料,对于ACFM检测系统来说,材料的磁导率和电导率对ACFM信号的影响较大。因此,通常可将材料分为三类:一是电导率高,磁导率低的材料,如:铝;二是电导率低,磁导率高的材料,如:碳钢;三是电导率和磁导率都较低的材料,如:不锈钢。因为ACFM的检测信号为感应电流诱发的二次感应磁场,因此电导率对于ACFM信号的影响较大,磁导率次之。所以针对以上三种材料,ACFM检测系统的检测能力一般为铝>碳钢>不锈钢。
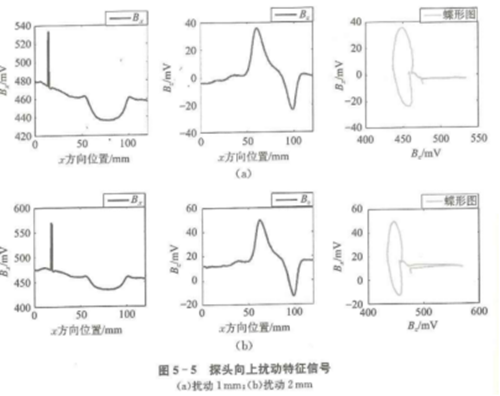
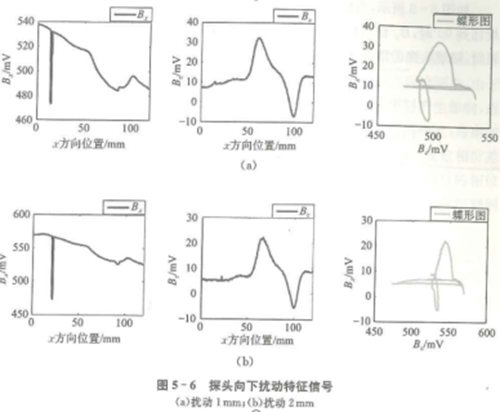
(2)提离对ACFM信号的影响
提离扰动本质上是探头与试块表面相对距离的变化,从图5-5与图5-6中可以看出以下规律:
①提离扰动对于Bx信号的影响较大,而对于Bz信号影响较小。
②当提离扰动方向相反时,Bx信号的变化方向也相反;且提离扰动的高度越大,Bx干扰信号的变化越大。
③探头向上提离扰动时,蝶形图向右产生明显水平波动;向下扰动时,蝶形图向左产生明显水平波动。
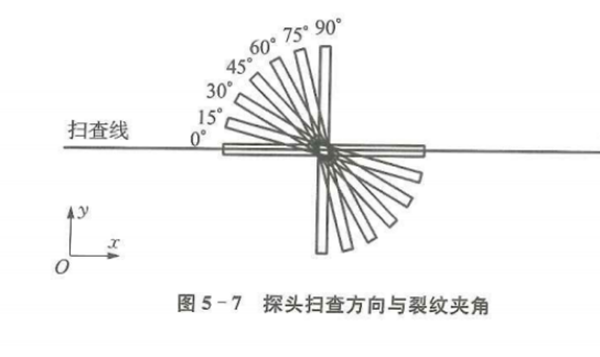
(3)裂纹走向对ACFM信号的影响
ACFM原理中,当裂纹的走向与探头的扫查方向平行时,ACFM检测系统的检测灵敏度最高,但在实际检测中,裂纹的走向未知。因此,对于不同走向的裂纹,ACFM的信号应具有不同的响应,如图5-7所示。
如图5-8所示,当检测试件为钢材料时,扫查方向与裂缝方向的夹角从0°增加到90°时,Bx信号最大值的整体趋势为逐渐增大。然而,当检测试件为铝材料时,Bx随着夹角的增大,所有的信号都是减小的
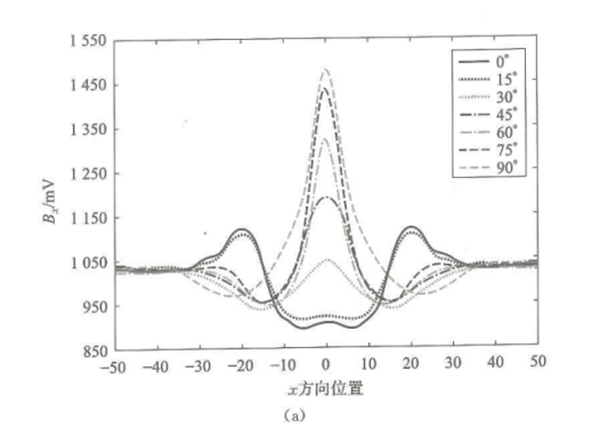
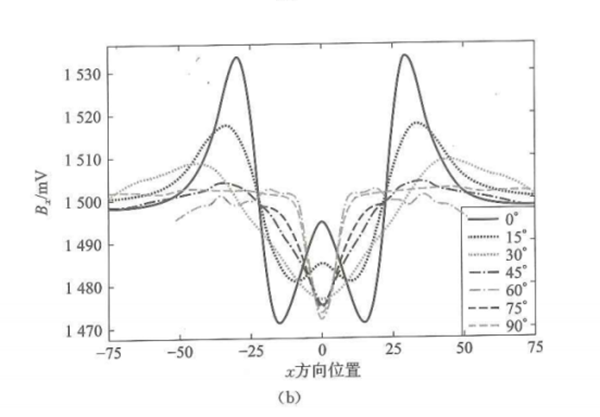
图5-8 Bx响应信号(a)钢;(b)铝