ACFM技术在低温碳钢材料中的检测
一、低温环境对碳钢材料的影响
碳钢因高强度、低成本特性,广泛应用于低温工业领域(如液化天然气(LNG)管道、航空航天低温结构件、化工厂的低温管道等)。但在低温工况下易因热应力、疲劳载荷产生表面/近表面裂纹(如低温应力裂纹、焊接热影响区裂纹),需高效检测技术保障安全。


二、ACFM技术原理与低温碳钢材料检测适配性
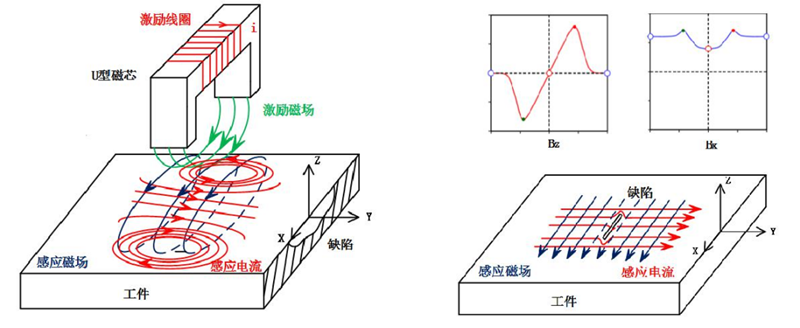
交流电磁场检测(ACFM)凭借非接触检测、抗提离干扰、多分量信号分析的优势,在常温金属缺陷检测中已成熟应用。ACFM通过向碳钢施加交变电磁场,在材料表面产生感应电流,缺陷会导致电流路径畸变,进而引发表面磁场(切向分量Bx、法向分量Bz)变化;通过采集Bx/Bz信号,可定位缺陷并评估其长度、深度。

1.其在低温碳钢检测中的核心适配性体现在:
非接触优势:无需与低温碳钢表面直接接触,可规避低温对探头的损伤,且抗提离干扰(提离1~5 mm仍稳定检测),适用于表面可能结霜的场景;
多分量信号:Bx对缺陷长度敏感、Bz对深度敏感,可通过双分量融合抑制磁导率波动的干扰,比传统涡流检测更可靠;
频率可调性:可通过降低激励频率补偿渗透深度损失,适配低温条件下碳钢的电磁特性变化。

2.其局限性在于深层缺陷检测能力受限:
根据渗透深度公式。低温下碳钢的μ和σ同步升高,导致渗透深度显著减小:
常温下1KHz激励时,碳钢渗透深度约3mm,低温下同频率渗透深度降至2mm,若检测2mm以上深层缺陷(如壁厚减薄),信号衰减超过60%,定量精度下降(误差≥20%);

三、现场检测流程
预处理:用氮气吹扫碳钢表面,去除冰霜(表面光洁度需Ra≤12.5μm);若表面有油污,用低温清洗剂(如乙醇)擦拭;
设备预热:将ACFM探头接入恒温保温套(硅橡胶加热带,维持探头温度0~20℃),避免探头直接接触低温工件;
校准流程:将标准试块置于低温恒温箱(精度±1K)中稳定2h,用ACFM探头扫描缺陷,记录Bx/Bz信号阈值,建立“缺陷深度-信号幅度”校准曲线。
扫描检测:采用线扫描方式(速度10~30 mm/s),扫描路径覆盖焊接接头、应力集中区等关键部位,实时采集Bx/Bz信号;
信号分析:通过软件对比校准曲线,识别缺陷并定量(长度误差≤5%,深度误差≤10%);对疑似缺陷,采用多角度扫描验证。


四、检测可能性结论
ACFM技术在低温碳钢材料中具备检测可行性,核心结论如下:
适用缺陷类型:表面/近表面裂纹(深度≤3mm)、腐蚀坑等二维缺陷,检出率≥95%,灵敏度优于常温检测;
局限范围:深层缺陷(深度>3mm)检测精度不足,需结合超声检测(UT)互补;
实施前提:需通过参数优化(频率调整)、设备低温适配(探头保温、传感器校准)及环境控制(表面除霜)保障检测可靠性。