无需除漆打磨!石油化工裂纹检测黑科技—交流电磁场检测(ACFM)技术
01 技术原理:电磁场的“读心术”
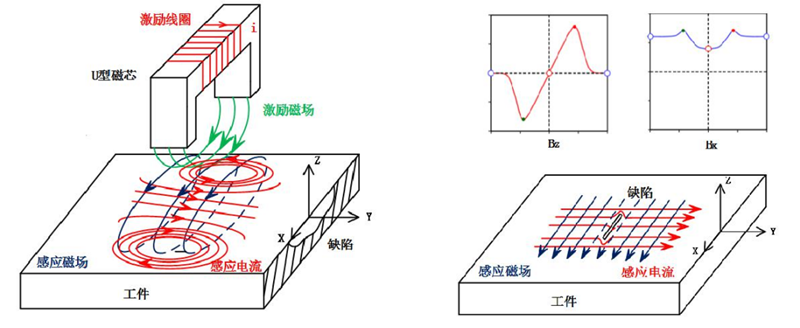
交流电磁场检测技术,英文简称ACFM,是一种基于电磁感应原理的非接触式无损检测方法。ACFM技术基于电磁感应原理,其核心思想是在被测导体表面施加均匀的交流电流(通常频率在110kHz),电流在遇到缺陷(如裂纹)时会发生畸变,从而在缺陷周围产生可测量的磁场扰动。磁场信号变化与特征点对应如下:
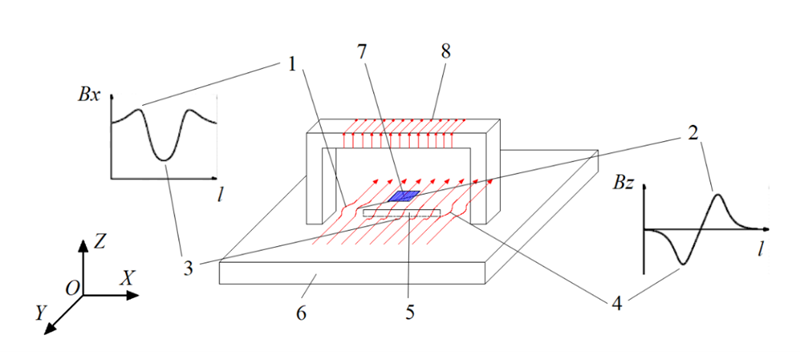
1-电流在裂纹两端聚集时,Bx出现凸起;2-电流在裂纹尖端顺时针旋转时,Bz出现波峰;3-电流从裂纹底部经过时,Bx出现波谷;4-电流在裂纹尖端逆时针旋转时,Bz出现波谷;5-缺陷;6-待检工件;7-传感器;8-激励线圈。
图1 ACFM检测原理示意图
更重要的是,与依赖磁粉堆积的传统磁粉检测不同,ACFM不需要在金属表面施加任何物理介质;与需要耦合剂的超声波检测也不同,ACFM可采用非接触式测量,能够穿透非导电涂层直接评估底层金属的状况——这正是它在石油化工领域大放异彩的关键所在。
02 痛点突围:直击石化检测的“三高”难题
石油化工行业设备检测面临着特有的“三高”挑战:高风险、高成本和高难度。
石化设备常年处于高温、高压、腐蚀性环境中,许多缺陷发展迅速且难以预测。一台压力容器的微小裂纹可能迅速发展为灾难性事故。根据美国化学安全委员会统计,约30%的重大化工事故与设备检测不足有关。
传统检测方法在应对这些挑战时显得力不从心。磁粉检测需要彻底清洁表面,去除所有涂层;超声波检测则需要在每个检测点涂抹耦合剂,且对操作人员技能要求极高。这些方法不仅耗时费力,还会因去除保护涂层而降低设备的抗腐蚀能力,形成“检测损伤修复”的恶性循环。
此外,石化装置中大量使用各种合金材料,包括不锈钢、镍基合金等非铁磁性材料,传统磁粉检测对这些材料束手无策。而ACFM技术能够穿透非导电涂层直接检测,对铁磁性和非铁磁性材料均适用,真正实现了“无损检测”的理念。它无需表面处理、无需耦合剂、无需停机时间长,完全契合了石化行业对高效率、低成本和最小生产干扰的追求。
03 优势解析:从“怀疑论”到“首选方案”
ACFM技术在石油化工领域迅速普及,归功于其多维度的综合优势,这些优势构成了一个难以拒绝的价值矩阵。
穿透涂层能力:这是ACFM最突出的优势。无论是环氧树脂、橡胶衬里还是玻璃钢等非导电涂层,只要厚度不超过5mm,ACFM均能有效穿透检测,检测效率可提升35倍。这不仅节省了去涂层和重新涂装的巨大成本,也避免了对涂层的二次损伤。
精确量化能力:与传统检测方法只能判断“有或无”缺陷不同,ACFM能够精确测量缺陷的尺寸参数。研究表明,ACFM对裂纹深度测量的平均误差在20%左右,对长度测量的误差在±2毫米以内。这种定量能力为基于风险的检验和剩余寿命评估提供了关键数据支持。
材料适应性强:ACFM不仅适用于碳钢等铁磁性材料,也适用于不锈钢、铝合金、钛合金、镍基合金等非铁磁性材料,这在材料种类繁多的石化装置中具有独特优势。
数据记录与分析:ACFM检测生成完全数字化的结果,包括缺陷图像、尺寸参数和位置信息。这些数据可以长期保存、追溯分析,为设备健康管理、维修决策和寿命预测提供了坚实的数据基础。
环境适应性强:ACFM对环境要求较低,可在一定温度范围(10℃至50℃)和湿度条件下工作,特别适合现场复杂环境。相比之下,许多传统方法在极端环境下难以实施或结果不稳定。值得注意的是,在海洋平台、水下管道等特殊环境中,ACFM的优势更加明显。英国TWI研究机构报告显示:在北海油田的海底管道检测中,ACFM技术将检测成本降低了40%,同时检测准确性提高了25%。
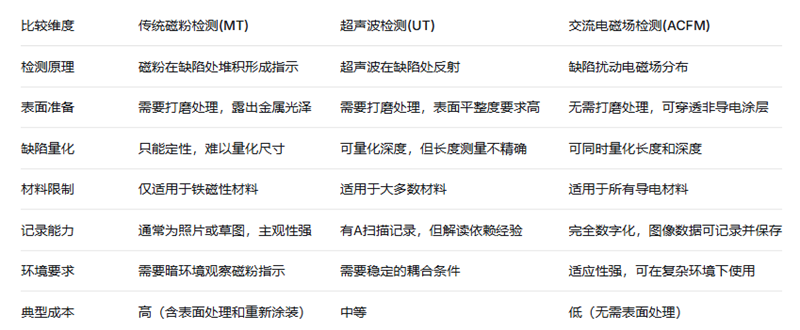
04 与传统技术的多维比较
要全面理解ACFM的技术优势,有必要将其与石油化工领域常用的传统检测方法进行系统比较。
05 应用案例与行业采纳
案例一:大型储罐焊缝高效检测

案例二:高温管道在线监测

案例三:海上平台水下钢结构检测